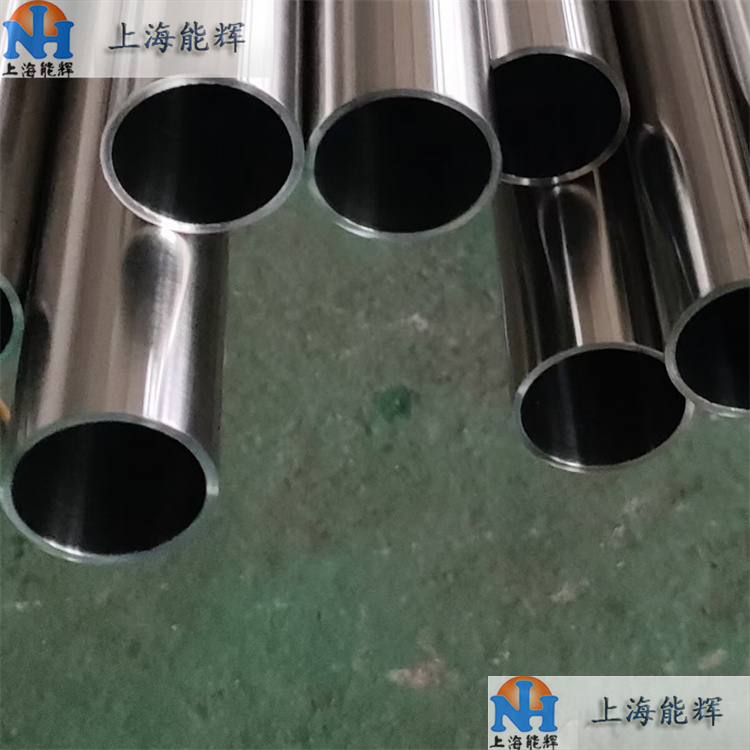
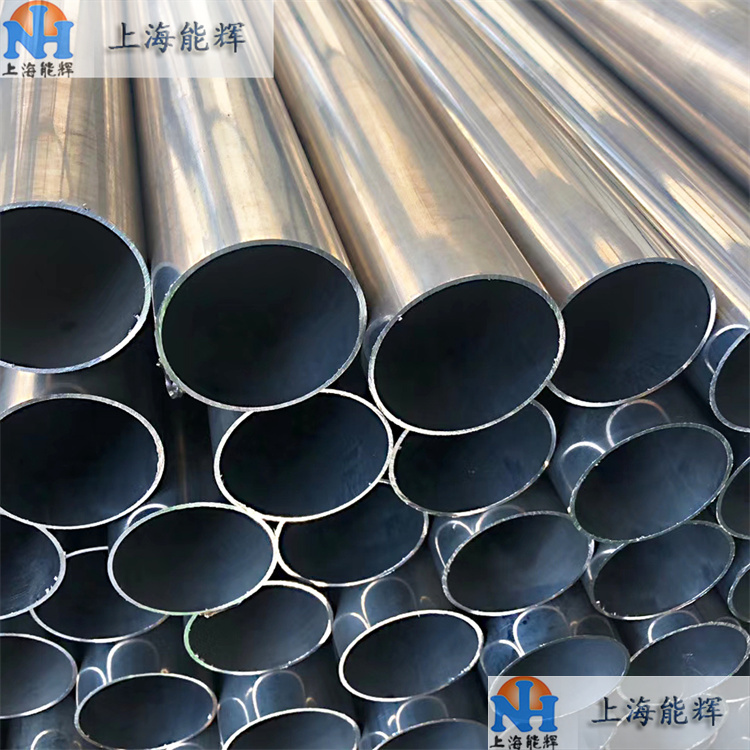
48*1卫生级不锈钢管抛光轮切削量与哪些要素有关
在进行卫生级不锈钢管的抛光过程中,我们常常需要使用抛光轮。而抛光轮的圆周速度则是影响抛光效果的重要因素之一。根据研究发现,一定压力条件下,抛光轮的圆周速度越高,磨粒的切削量越小,这对于降低工件表面粗糙度值,提高抛光效率有着显著的作用。
具体来说,当抛光轮与工件接触时,由于摩擦力的存在,会产生热量和磨损。为了避免过度磨损和热量对工件造成损害,我们需要控制抛光轮的圆周速度。如果抛光轮的速度过快,磨粒就会在短时间内大量切削工件表面,从而导致表面粗糙度增加。相反,如果抛光轮的速度过慢,则会增加磨粒在工件表面停留的时间,同样会对表面粗糙度产生不良影响。
因此,我们需要根据不同的材质选择合适的抛光轮速度。例如,抛光钢、铸铁、镍铬等硬质材料时,抛光轮的速度一般在30~35m/s之间;抛光铜、铜合金、银时,抛光轮的速度则在20~30m/s;而抛光铝、铝合金、锌锡等软质材料时,抛光轮的速度则应控制在18~25m/s之间。这些数据仅供参考,实际应用中还需要根据具体情况进行调整。
此外,除了材质因素外,还有其他一些因素也会影响抛光轮的圆周速度选择。例如,工件的大小和形状、抛光液的种类和浓度、以及操作人员的技能水平等都会对抛光效果产生影响。因此,在实际工作中,我们需要综合考虑这些因素,灵活掌握抛光轮的速度选择方法。
总的来说,抛光轮的圆周速度与磨粒切削量的关系是一个需要综合考虑多个因素的问题。只有了解了这些因素才能更准确地选择合适的抛光轮速度,从而实现更好的抛光效果。
除了抛光轮的速度选择外,我们还需要注意一些其他的抛光技巧。例如,在使用抛光液时,我们需要控制抛光液的浓度和种类,以避免对工件产生腐蚀或污染。同时,在操作过程中,我们也需要保持适当的压力和角度,以确保抛光液能够充分覆盖到工件表面并均匀分布。此外,我们还需要定期更换抛光轮和抛光液,以保证抛光效果的质量和稳定性。
总之,卫生级不锈钢管的抛光是一项细致而复杂的工作,需要我们在实践中不断摸索和总结经验。只有掌握了正确的抛光技巧和方法,才能达到高效、安全、优质的抛光效果。

上海能辉
地址:温州龙湾区七三工业区安兴路88号
电话:18006693978
邮箱:1031430508@qq.com

 扫描进入手机站
扫描进入手机站